

 首页
首页



工艺行业应用
螺柱焊操作规范
项目 |
分项 |
检验内容 |
焊枪 |
运动机构 |
施加弹簧压力使活塞运动,检验活塞摩擦是否正常. |
对直径大于14mm焊钉,检验焊枪阻尼 |
||
对于尖端引燃螺柱焊枪检验弹力 |
||
螺柱夹持器 |
在夹持器上熔蚀点和夹紧力检验 |
|
装入螺柱和陶瓷环 |
根据焊接工艺说明书选择伸出长度、提升高度 |
|
检验陶瓷环与螺柱定心情况 |
||
焊接电源 |
接通和预选规范 |
电流强度、焊接时间 |
电缆 |
接线极性检验(一般负极接螺柱) |
|
功能过程 |
根据螺柱焊机类型检验功能过程 |
|
工件 |
接线地钳 |
磨掉熔蚀点,联接关紧固 |
工件表面 |
使工件表面露出光泽(去除油、锈、铁屑、涂料及水气) |
|
瓷环、工件 |
保持干燥,必要时烘干,炉温不得超过两百度,时间小于十分钟 |
|
焊接检验 |
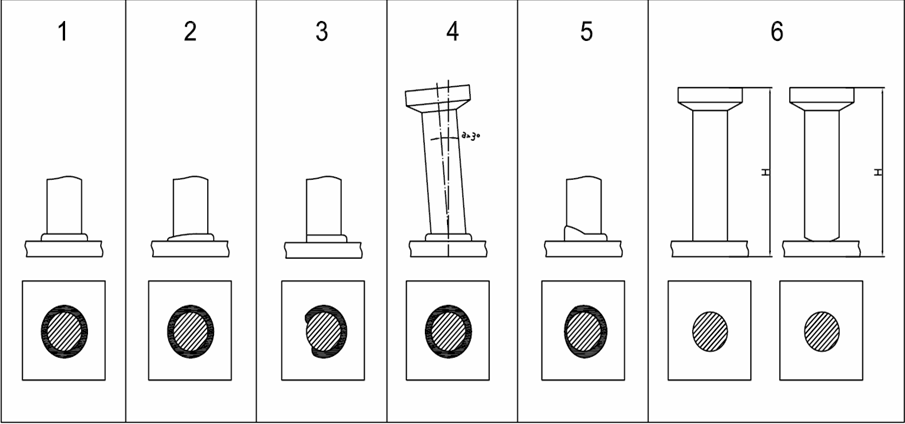
外观检验 |
1.焊脚饱满,圆周分布均匀,品质良好的焊脚形式。 |
2.焊脚一半饱满,另一半有部分略微低平,但没有缺漏,可以放行。 |
||
3.焊脚圆周有部分残缺,其余部分饱满,必须在防锈液浸泡处理前挑出补焊。 |
||
4.焊钉轴线偏离母板垂直线3度,必须在防锈液浸泡处理前挑出整形。 |
||
5.焊脚有部分高出瓷环腔体,且非常薄,必须在防锈液浸泡处理前挑出,不可混入其它类别缺陷产品中,并及时集中交付检验员判定。 |
||
6.焊脚几乎没有呈现,或有明显焊钉悬空现象,通常焊后高度H会比正常高度明显高出,此种现象焊工必须第一时间将其挑出存放,及时处理。 |
||
弯曲检验 |
将工件由台虎钳夹紧,用铁锤敲至焊钉与母板夹角小于30度,焊缝处不得有任何裂缝或异常现象。 |
|
拉伸检验 |
用专用夹具夹持,断裂部分为焊钉热影响区以外部分或母板层状拉脱为品质良好形式。如断裂部分为焊缝处,应核算该破坏载荷必须大于焊钉材料的抗拉强度下值所对应的抗拉强度。 |
|
 电话
电话 地图
地图 短信
短信 邮件
邮件